GB/T 11345-2023《焊缝无损检测超声检测技术、检测等级和评定》已于2024年6月1日开始实施,与GB/T 11345-2013相比,除结构调整和编辑性改动外,我们将主要技术变化整理成对照表,供大家参考。
| 序号 | GB/T11345-2013 | GB/T11345-2023 | 说明 |
| 1 | 1 范围 通过下列任一技术,本标准可用于显示评定或验收: a) 基于显示长度和回波幅度的评定; b) 基于显示特性和显示尺寸(采用探头移动技术)的评定。 应明确规定使用哪种技术 | 1 范围 本文件适用于通过下列任一技术对其所发现的不连续进行评定或验收: a)基于不连续的长度和回波幅度的评定; b)基于采用探头移动技术获得不连续的特性和尺寸的评定。 | 更改了范围(见第1章,2013年版的第1章) |
| 2 | 3 术语定义和符号 3.1 GB/T 12604.1界定的术语和定义适用于本标准。 | 3 术语和定义 3.1 ISO5577和ISO17635界定的术语和定义适用于本文件 | 更改了术语和定义(见第3章,2013年版的第3章) |
| 3 | 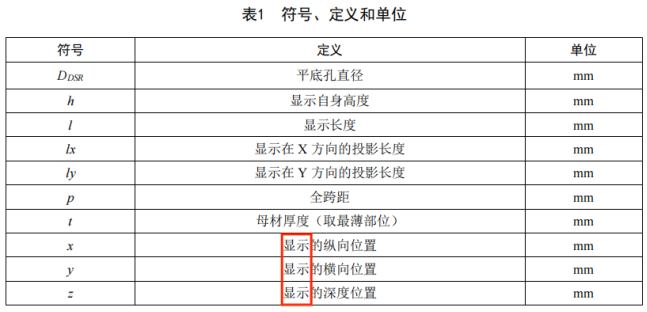 | 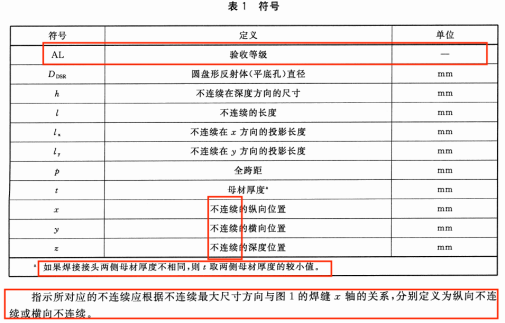 | 增加了符号(见第4章) |
| 4 |  | 删除图示 | 删除了探头接触面宽度的图示(见2013年版的图1) |
| 5 | 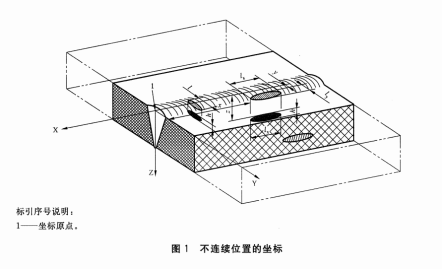 | 增加了不连续位置的坐标的图示(见图1) | |
| 6 | 4 总则 本标准的目的是,对于温度范围为 0~60℃的普通焊接接头,使用标准条款进行超声检测的通用技术。 本标准规定了检测设备、检测准备、检测实施和报告等具体要求。具体参数(尤其探头)符合 GB/T 29712 和 GB/T 29711 要求 | 5 通则 本文件目的是确立温度0℃~60℃的常见焊接接头超声检测的通用技术。本文件覆盖了检测设备、检测准备、检测实施和报告等内容。具体参数规定尤其是探头的参数,与ISO11666和ISO23279的规定保持一致。如果焊接接头两侧母材厚度不相同,则应考虑两侧母材厚度的较小值。应规定使用的技术。 | 更改了总则(见第5章,2013年版的第4章) |
| 7 | 6.2.1 采购和维修 宜采购按 GB/T 5616 或合同各方同意的体系取得认证或合格评定的超声检测仪、探头和试块。超声检测仪应符合JB/T 10061或等效标准的要求。探头应符合相应标准的要求。试块应符合GB/T 23905的要求。 | 7.2 检测设备 与本文件配合使用的任何检测设备均应符合ISO22232(所有部分)的规定. | 更改了检测设备要求(见7.2,2013年版的6.2) |
| 8 | 6.3.4 曲面扫查时的探头匹配 检测面与探头靴底面之间的间隙g,不应大于0.5mm。 对于圆柱面或球面,上述要求可由公式(1)检查:  | 7.3.4曲面扫查时的探头匹配 被测面与探头底面之间的间隙(g),不应大于0.5 mm。对于在圆柱面或球面上扫查的平探头,上述要求能按公式(1)核查:  | 更改了探头参数要求(见7.3,2013年版的6.3) |
| 9 | 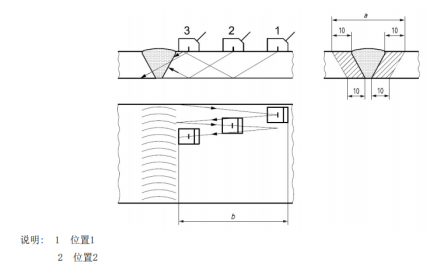  | 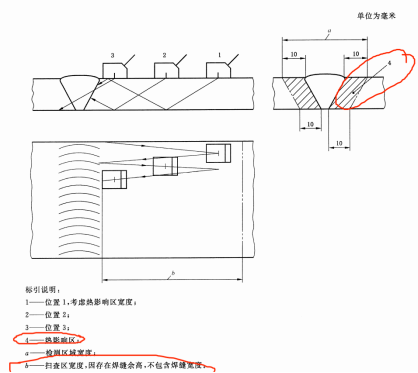 | 更改了扫查纵向不连续时检测区域示意图的标引序号说明(见图2,2013年版的图2) |
| 序号 | GB/T11345-2013 | GB/T11345-2023 | 说明 |
| 10 | 8 探头移动区 探头移动区应足够宽,以保证声束能覆盖整个检测区域(见图2)。增加探测面,比如在焊接接头双面进行扫查,可缩短探头移动区宽度。探头移动区表面应平滑,无焊接飞溅、铁屑、油垢及其他外部杂质。探头移动区表面的不平整度,不应引起探头和工件的接触间隙超过0.5mm。如果间隙超标,应修整探头移动区表面。当焊缝表面局部变形导致探头与焊缝的间隙大于1mm,可在受影响位置用其他角度探头进行补充扫查。如果该扫查能弥补未扫查到的检测区域,此局部变形是允许的。探头移动区和声束反射面应允许无干扰的耦合剂和反射物。 | 9 扫查面准备 扫查面应足够宽,以确保声束覆盖整个检测区域(见图2)。或者,如果能实现焊接接头双面扫查以确保声束覆盖整个检测区域,可缩短扫查面宽度。扫查面表面应平滑,无焊接飞溅、铁屑、油垢及其他外部杂质。扫查面表面的不平整度,不应引起探头和检测表面的间隙大于0.5mm。如果间隙超标,应修整扫查面表面。当遇到表面局部变化,如沿着焊趾扫查,导致探头与表面的间隙大于1mm时,仅当在受影响部位增加至少一个其他角度的探头进行补充扫查时才能被允许。该补充扫查应解决因间隙超标引起声束未覆盖整个检测区域的问题。扫查面和声束反射面应允许无于扰的耦合剂和反射物。 | 更改了扫查面准备要求(见第9章,2013年版的第8章) |
| 11 | 10 时基线和灵敏度设定 10.1 概述 依据本标准和附录E要求,每次检测前应设定时基线和灵敏度,并考虑温度的影响。时基线和灵敏度设定时的温度与焊缝检测时的温度之差不应超过15℃。检测过程中至少每4小时或检测结束时,应对时基线和灵敏度设定进行校验。当系统参数发生变化或等同设定变化受到质疑时,也应重新校验。如果在检测过程中发现偏离,应按表2要求进行修正。 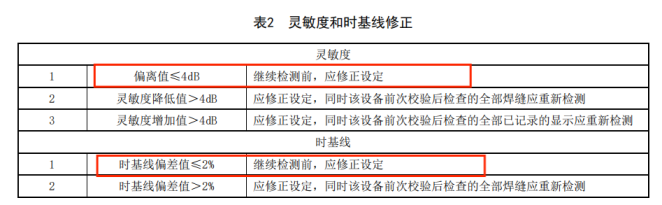 | 11 时基线和灵敏度设定 11.1 总体要求 按照本文件和ISO16811的规定,每次检测前应设定时基线和灵敏度,并考虑温度的影响。时基线和灵敏度设定时的温度与焊缝检测时的温度之差不应超过15℃。 检测中至少每4h或检测结束时,应核查时基线和灵敏度设定。当系统参数发生变化或等同设定变化受到质疑时,也应重新核查时基线和灵敏度设定。 如果在核查过程中发现灵敏度偏差值大于2dB或时基线偏差值大于1%,应按表2进行修正。 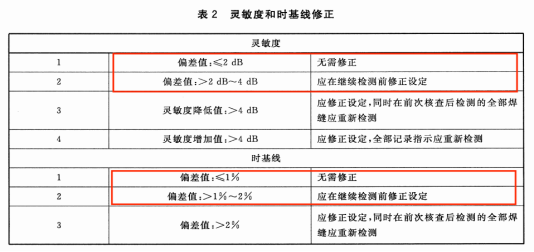 | 更改了灵敏度和时基线修正要求(见表2,2013年版的表2) |
| 12 | 10.4 传输修正 当使用对比试块建立参考等级时,应在工件和试块有代表性的位置测量声能传输损失差值。适用技术见附录F。 如差值小于等于 2dB,无需修正。 如差值大于 2dB 且小于 12dB,应进行补偿。 如差值大于等于 12dB,应考虑原因,如适用应进一步修整探头移动区。 当检测对象存在较大的声能传输损失差值,但未发现明显原因时,应测量检测对象不同位置的声能传输损失,并应采取修正措施。 | 11.4传输修正 当使用对比试块确定参考等级时,应在工件和试块有代表性的位置测量声能传输损失差值。按ISO16811描述的方法选择适用的技术。 如差值小于或等于2dB,无需修正。 如差值大于2dB且小于或等于12dB,应进行补偿,如差值大于或等于12dB,应分析原因,如适用应进一步修整扫查区表面。 当检测对象存在较大的声能传输损失差值,但未发现明显原因时,应测量检测对象不同位置的声能传输损失,并应采取修正措施。 | 更改了传输修正要求(见11.4,2013年版的10.4) |
| 13 | 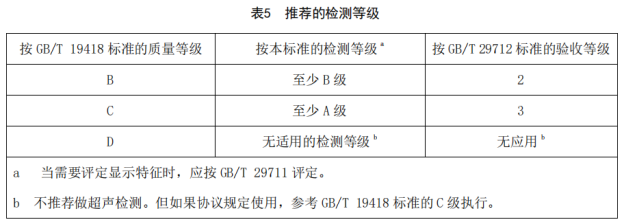 | 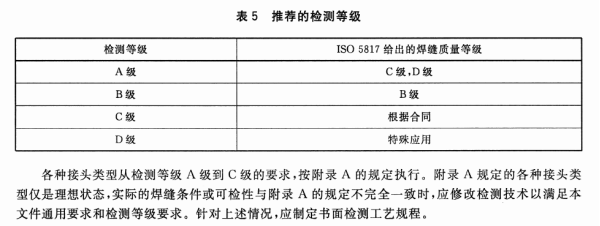 | 更改了推荐的检测等级(见表5,2013年版的表5) |
| 14 | 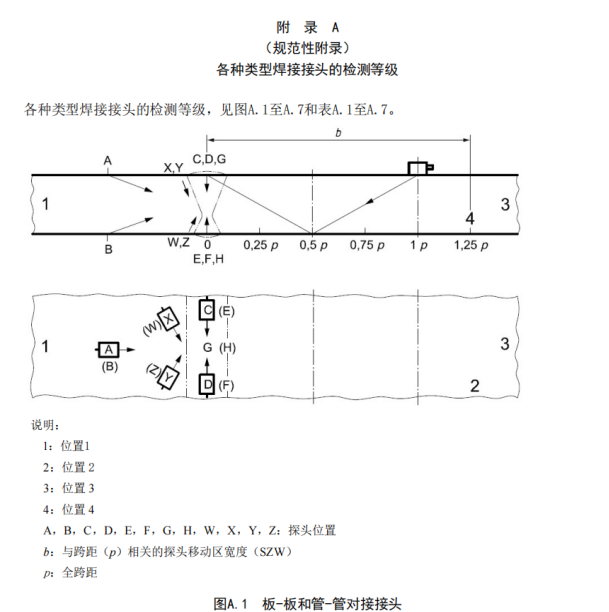 | 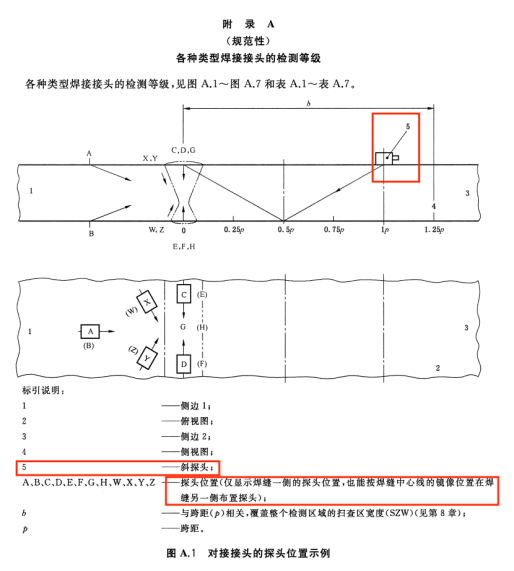 | 更改了对接接头的探头位置的图示和标引序号说明(见图A.1,2013年版的图A.1) |
| 15 |  |  | 增加了插人式管座角接头直探头位置的图示(见图A.3,2013年版的图A.3) |
| 16 | 删除了串列扫查的附录(见2013年版的附录B) 删除了曲面工件实际折射角计算的附录(见2013年版的附录D) 删除了时基线和灵敏度设定的附录(见2013年版的附录E) 删除了传输修正的附录(见2013年版的附录F) |