钢结构的焊缝质量直接影响整个结构的安全性和可靠性,实际工程检测中往往更重视对焊缝内部缺陷的检测,如采用超声、射线等检测方法进行的无损检测,而忽视了焊接外观质量的检测。
相关标准中,明确要求对焊缝外观质量的检测,本文对《GB50661钢结构焊接规范》标准中“表8.2.1焊缝外观质量要求”的检验项目进行介绍。
主要内容:
1、《GB50661钢结构焊接规范》标准中“表8.2.1焊缝外观质量要求”;
2、表8.2.1中要求的检验项目对应的焊缝外观缺陷说明;
3、表8.2.1中要求的检验项目对应的焊缝外观缺陷典型图谱。
| 检验项目 | 典型图谱 | 焊缝质量等级 | |||
| 一级 | 二级 | 三级 | |||
| 1 | 裂纹 | Figure1 | 不允许 | 不允许 | 不允许 |
| 2 | 未焊满 | Figure2 | 不允许 | 深度:≤0.2mm+0.02t且≤1mm,长度:每100mm焊缝内累积长度≤25mm | 深度:≤0.2mm+0.04t且≤2mm,长度:每100mm焊缝内累积长度≤25mm |
| 3 | 根部收缩 | Figure3 | 不允许 | 深度:≤0.2mm+0.02t且≤1mm,长度:不限 | 深度:≤0.2mm+0.04t且≤2mm,长度:不限 |
| 4 | 咬边 | Figure4 | 不允许 | 深度:≤0.05t且≤0.5mm,长度:连续长度≤100mm,且焊缝两侧咬边总长度≤10%焊缝全长 | 深度:≤0.1t且≤1mm,长度:不限 |
| 5 | 电弧擦伤 | Figure5 | 不允许 | 不允许 | 允许存在个别电弧擦伤 |
| 6 | 接头不良 | Figure6 | 不允许 | 深度:≤0.05t且≤0.5mm,长度:每1000mm长度焊缝内不得超过1处 | 深度:≤0.1t且≤1mm,长度:每1000mm长度焊缝内不得超过1处 |
| 7 | 表面气孔 | Figure7 | 不允许 | 不允许 | 每50mm长度焊缝内允许存在直径<0.4t且≤3mm的气孔2个,孔距应≥6倍孔径 |
| 8 | 表面夹渣 | Figure8 | 不允许 | 不允许 | 深度:≤0.2t,长度:≤0.5t且≤20mm |
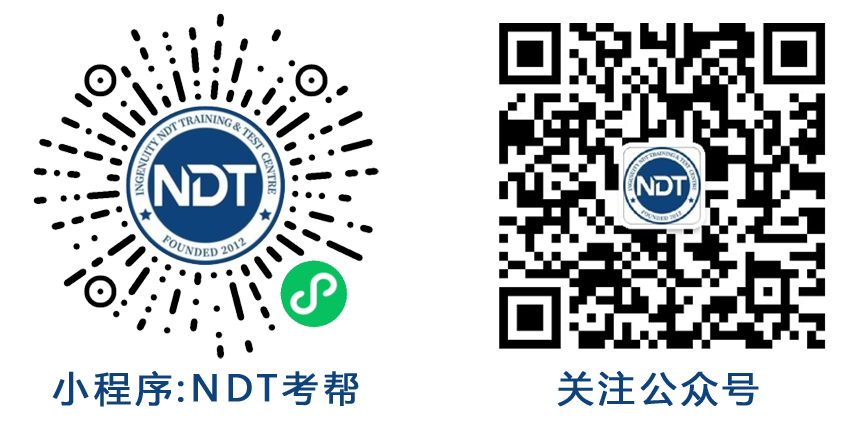
Figure1、裂纹
说明:在焊接应力及其它致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏而形成的新界面而产生的缝隙。(GB/T6417 NO.100)
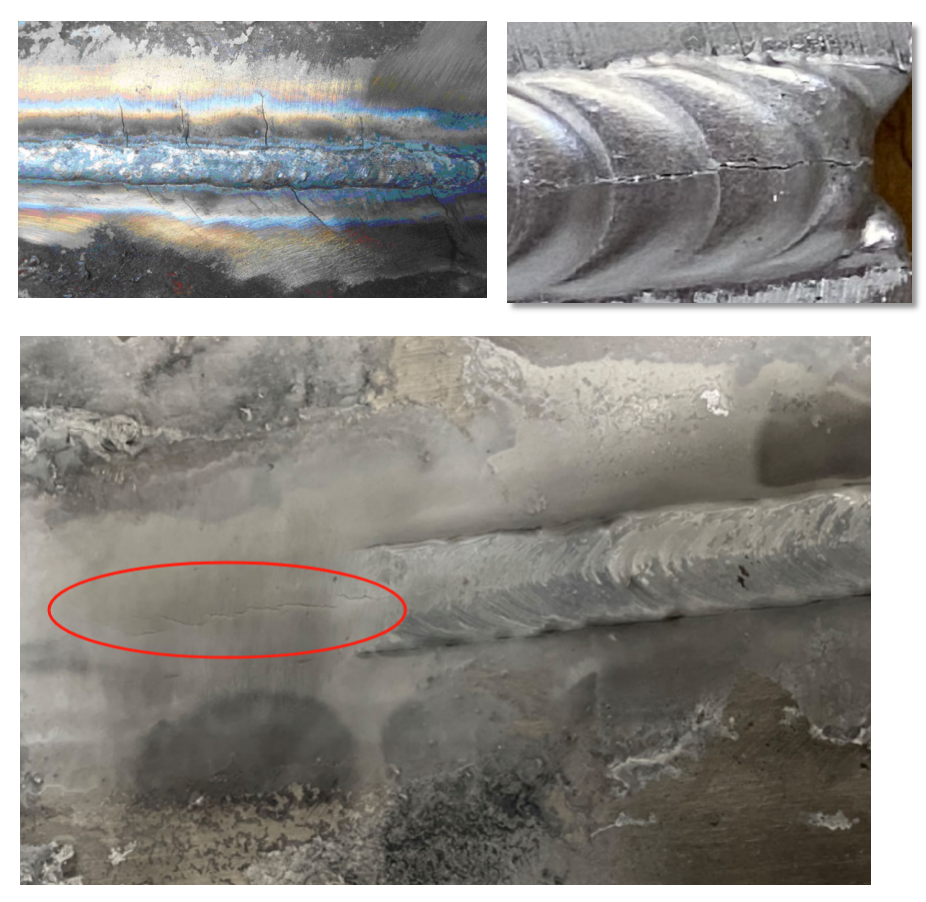
Figure2、未焊满
说明:由于填充金属不足,在焊缝表面形成的连续或断续的沟槽。(GB/T6417 NO.511)
Figure3、根部收缩
说明:由于对接焊缝根部收缩造成的浅的沟槽。(GB/T6417 NO.515)
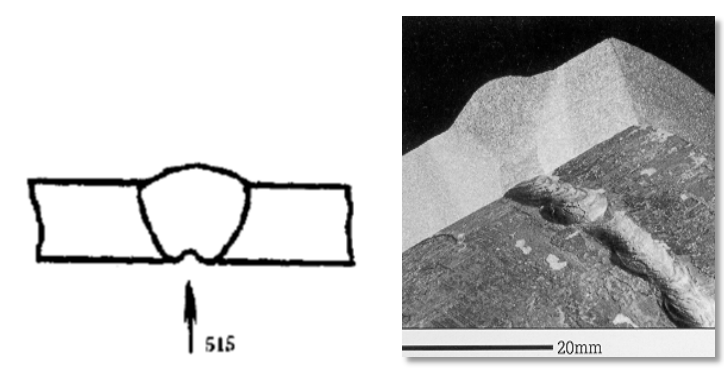
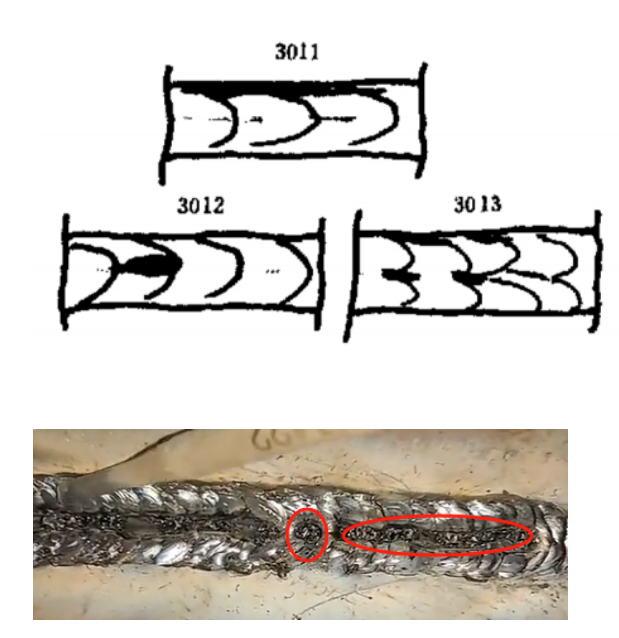
Figure4、咬边
说明:因为焊接造成的焊趾(或焊根)处的沟槽。咬边可能是连续的或间断的。(GB/T6417 NO.5011/5012)
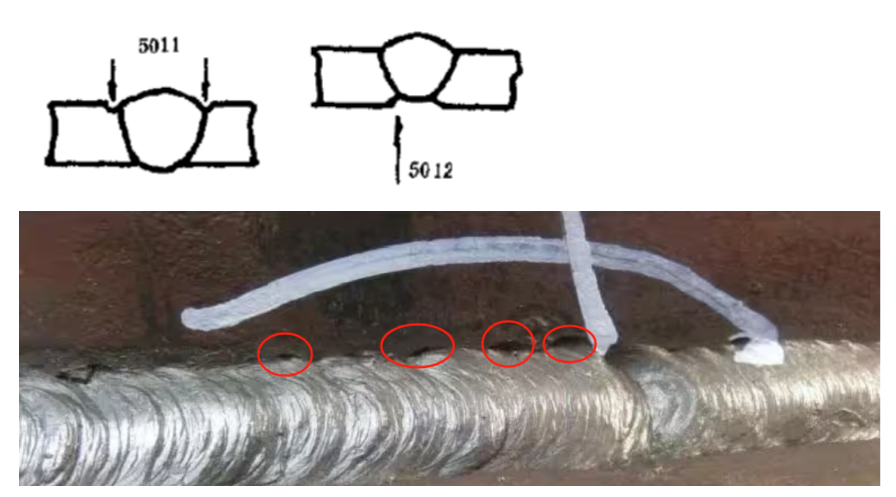
Figure5、电弧擦伤
说明:在焊缝坡口外部引弧或打弧时产生于母材金属表面上的局部损伤。(GB/T6417 NO.601)
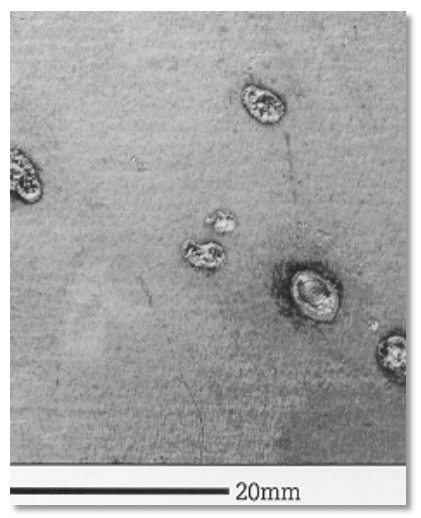
Figure6、接头不良
说明:焊缝衔接处的局部表面不规则。(GB/T6417 NO.517)

Figure7、表面气孔
说明:暴露在焊缝表面的气孔。(GB/T6417 NO.2017)
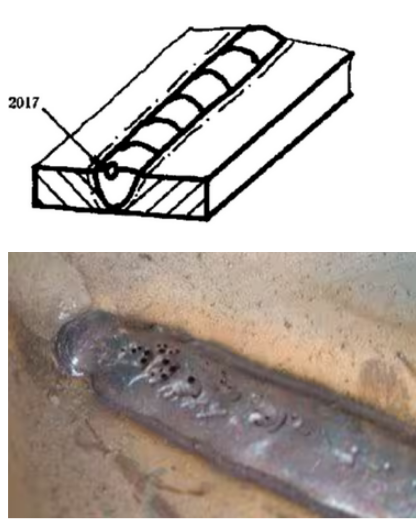
Figure8、表面夹渣
说明:残留在焊缝中的熔渣,暴露在焊缝表面即为表面夹渣(GB/T6417 NO.301)